

TOMRA FOOD MERGES BEST-IN-CLASS ENGINEERING AND INTELLIGENCE WITH LAUNCH OF THE TOMRA 5C
Revolutionary Upgrades to Sensors and Insight Tools Lead to Better Bottom Lines for Processors
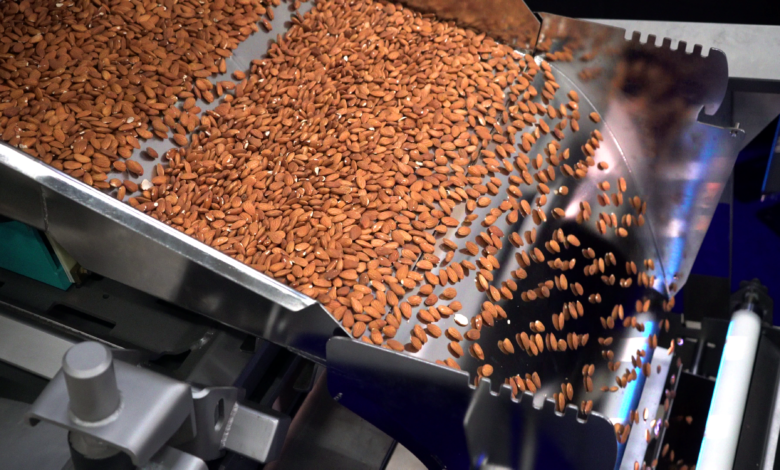
Leuven, Belgium, 8 December 2020 – TOMRA Food is proud to launch the TOMRA 5C, a groundbreaking optical food sorting system that will transform nut and dried fruit processing.
The TOMRA 5C premium optical sorter combines industry-leading sensors with machine learning and big-data analysis to ensure the most accurate foreign material removal possible. With the TOMRA 5C, operators can view a clear picture of each and every individual product and foreign material — setting processors up to make real-time decisions that boost chances of a better profit, higher-quality yield, and fast equipment payback.
“Our new machine redefines processing,” says Brendan O’Donnell, Global Category Director – Nuts at TOMRA Food. “We’ve developed state of the art technologies that make sorting more efficient, more effective, and more cost-conscious – all while addressing some of the biggest challenges of the nut and dried fruit industry such as labor, food safety and product quality. The future of sorting begins now.”
The TOMRA 5C has incredible capabilities to see and analyze defects – detecting even the smallest imperfections, such as insect damage, due to its higher resolution lasers. These sensor design improvements also allow clearer visualization and more precise color sorting – a degree of detail unseen in machines of its kind.
The TOMRA 5C has been engineered to examine mass quantities of nuts and dried fruit with ease — greatly reducing the need for additional labor while maximizing the amount of higher-quality product. Processors can expect to minimize handling, re-processing, and labor costs.
The Almond Company in Madera, California, shares the impact the TOMRA 5C has had on their operation’s efficiency: “We have increased this specific product’s production by 20 to 25 percent, producing at higher volumes, in less time, with less labor required.”
This easy-to-use machine is designed to grow with a business’s needs while handling up to twice as much capacity. Additionally, thanks to simple clean up and maintenance, the TOMRA 5C is a durable investment that will provide savings for years to come. TOMRA 5C’s unparalleled design is also backed by a customer-centric service team that works directly with customers to understand their businesses’ unique needs.
TOMRA Insight, the cloud-based data analysis platform connected to the TOMRA 5C, allows processors to access actionable data that can be used to make informed business decisions. This powerful and integrated data platform proves its value month after month through improved output, greater efficiency, more uptime, and enhanced troubleshooting.
The launch of this sorting machine comes at a time when the market is expected to grow immensely. According to Jason Schenker, Chairman of the internationally-respected Futurist Institute and President of Prestige Economics, global calorie demand is expected to rise by 44 percent in the next few decades. Reducing waste and improving efficiencies is essential for the sustainability of the world’s food supply and processors’ bottom lines.
“The release of our new sorting machine couldn’t come at a better time,” says O’Donnell. “Processors must take action now to stay ahead of the global market’s demands. With the TOMRA 5C, processors will be ready to tackle the rapidly changing expectations of consumers while protecting the viability of their own businesses.”
• To learn more about the TOMRA 5C, visit www.tomra.com/TOMRA5C.
TOMRA Food designs and manufactures sensor-based sorting machines and integrated post-harvest solutions for the food industry, using the world’s most advanced grading, sorting, peeling and analytical technology. Over 8,000 units are installed at food growers, packers and processors around the world for fruits, nuts, vegetables, potato products, grains and seeds, dried fruit, meat and seafood. The company’s mission is to enable its customers to improve returns, gain operational efficiencies, and ensure a safe food supply via smart, useable technologies. To achieve this, TOMRA Food operates centers of excellence, regional offices and manufacturing locations within the United States, Europe, South America, Asia, Africa and Australasia.
TOMRA Food is a member of the TOMRA Group that was founded on innovation in 1972 that began with the design, manufacture and sale of reverse vending machines (RVMs) for automated collection of used beverage containers. Today TOMRA provides technology-led solutions that enable the circular economy with advanced collection and sorting systems that optimize resource recovery and minimize waste in the food, recycling and mining industries.
TOMRA has ~100,000 installations in over 80 markets worldwide and had total revenues of ~9,3 billion NOK in 2019. The Group employs ~4,500 globally and is publicly listed on the Oslo Stock Exchange (OSE: TOM). For further information about TOMRA, please see www.tomra.com



